HVOF Thermal Spray Coating Services

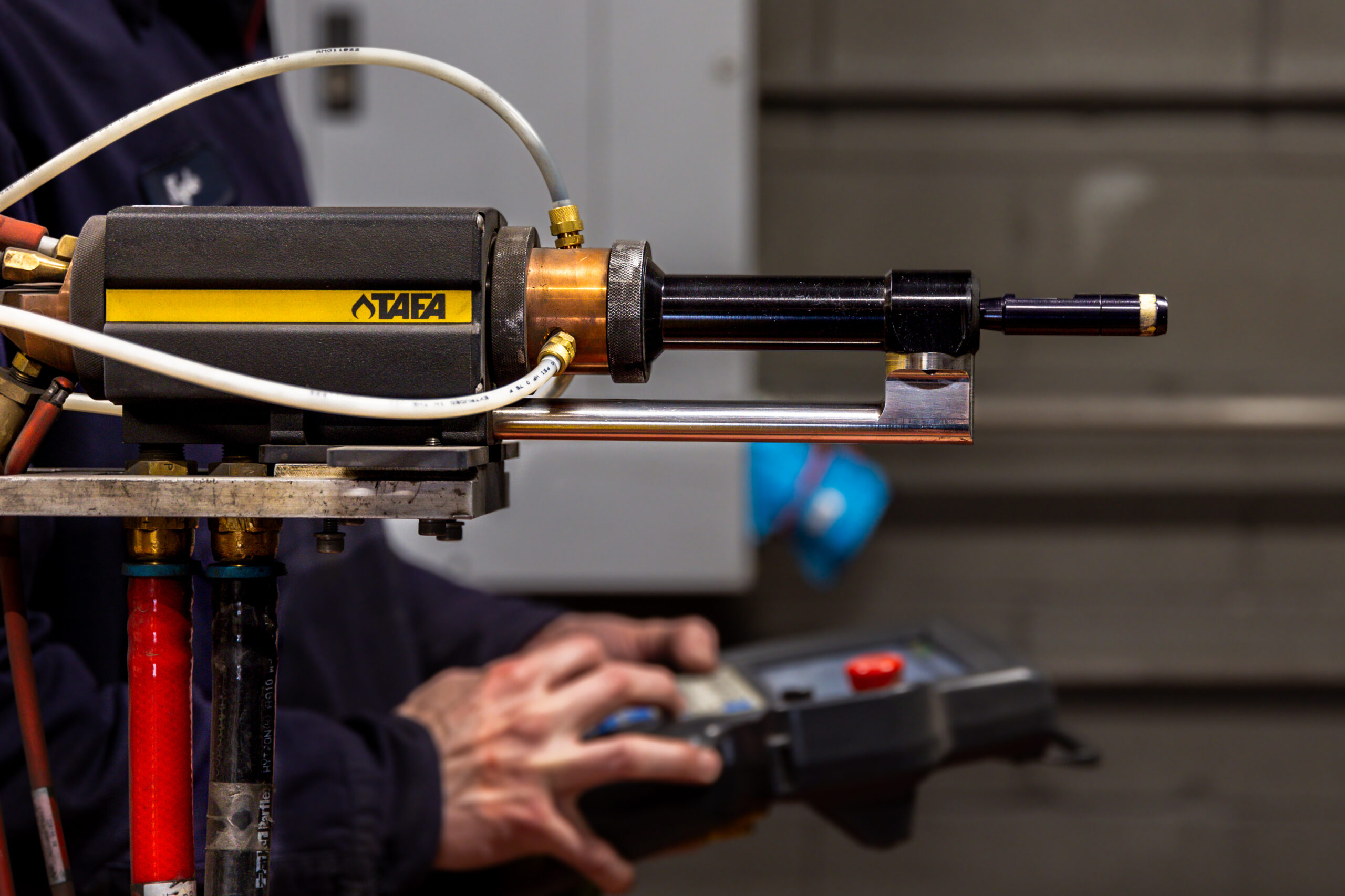
Hale Performance Coatings is one of the few companies in the country that offers high-velocity oxygen fuel (HVOF) coating. We have almost 100 years of experience perfecting our hard chrome plating process and continue to expand our services.
HVOF coating is a branch of the thermal spray process that’s used to apply wear- and corrosion-resistant finishes to metal surfaces. Oxygen is introduced to metallic feedback to support combustion, while compressed air assists in velocity and cools the nozzle jacket.
While the combustion chamber and nozzle are exposed to high temperatures, HVOF coating is considered a low-temperature process that typically doesn’t exceed 350⁰ F. You can coat a variety of substrates, including but not limited to iron, steel, stainless steel, copper, alloys, and aluminum.
Our Process
Surface Preparation
We thoroughly clean the substrate to remove grease, oil and contaminants before grit blasting to roughen the surface. That preps the base material to optimize adhesion and create a strong mechanical bond.
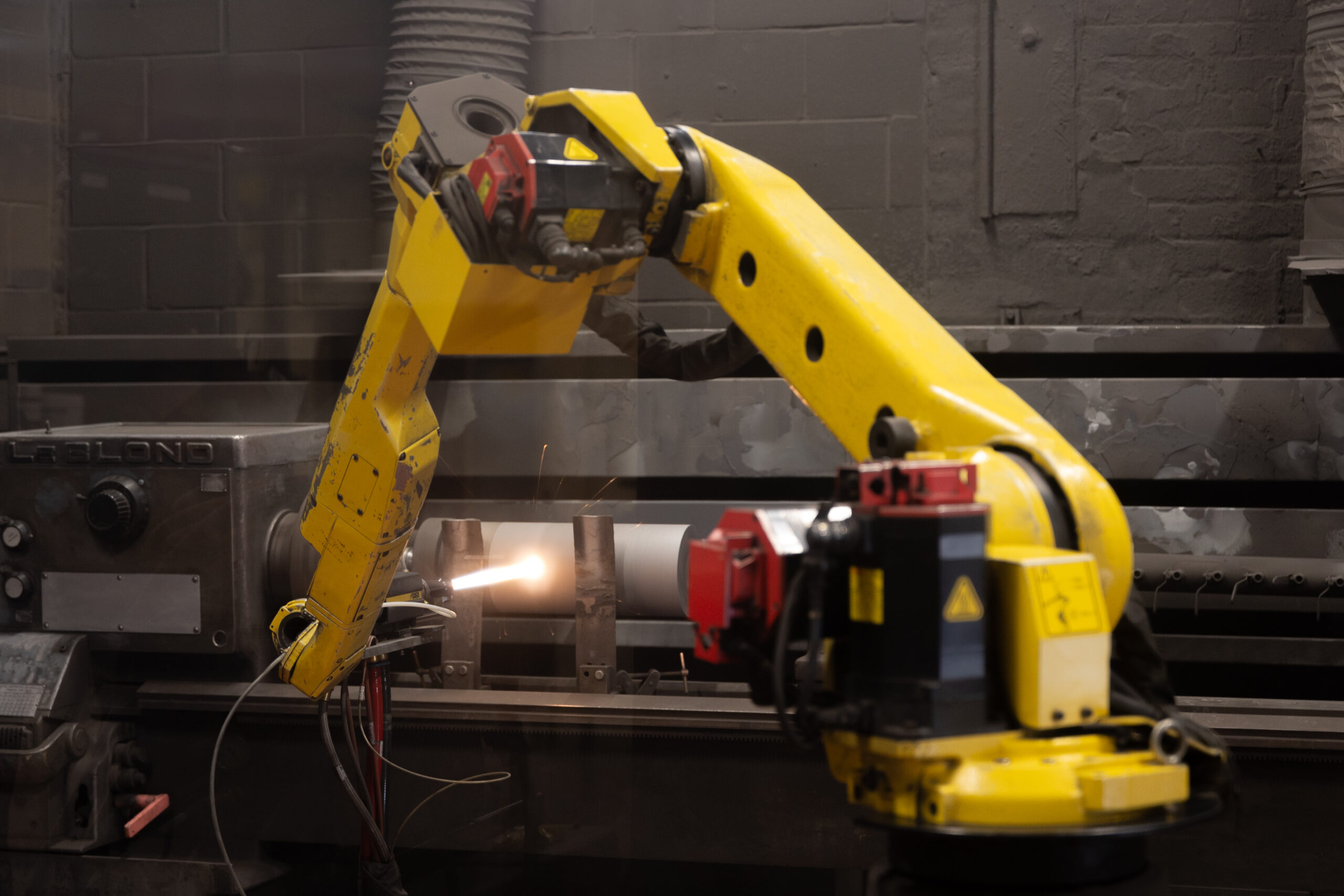
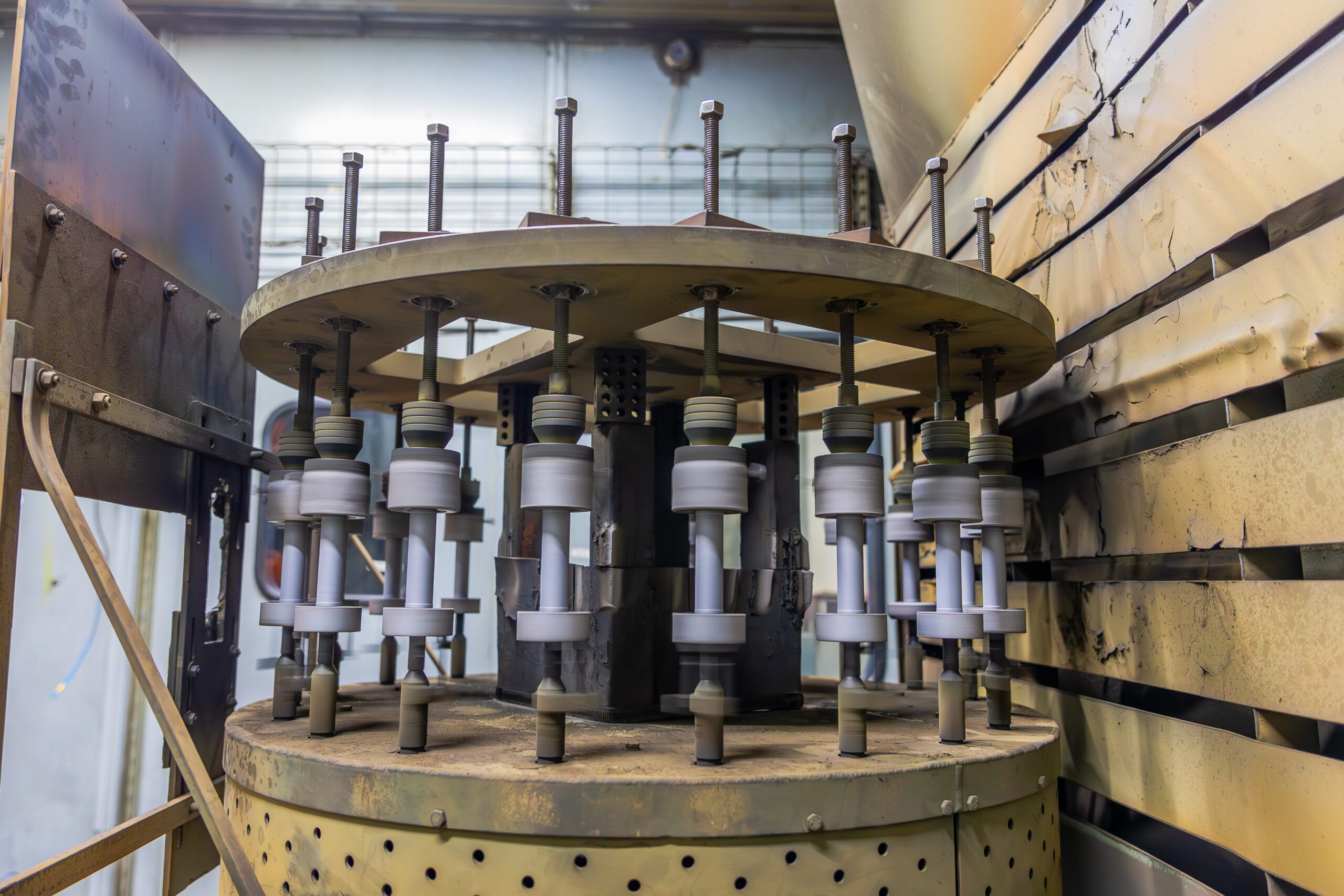
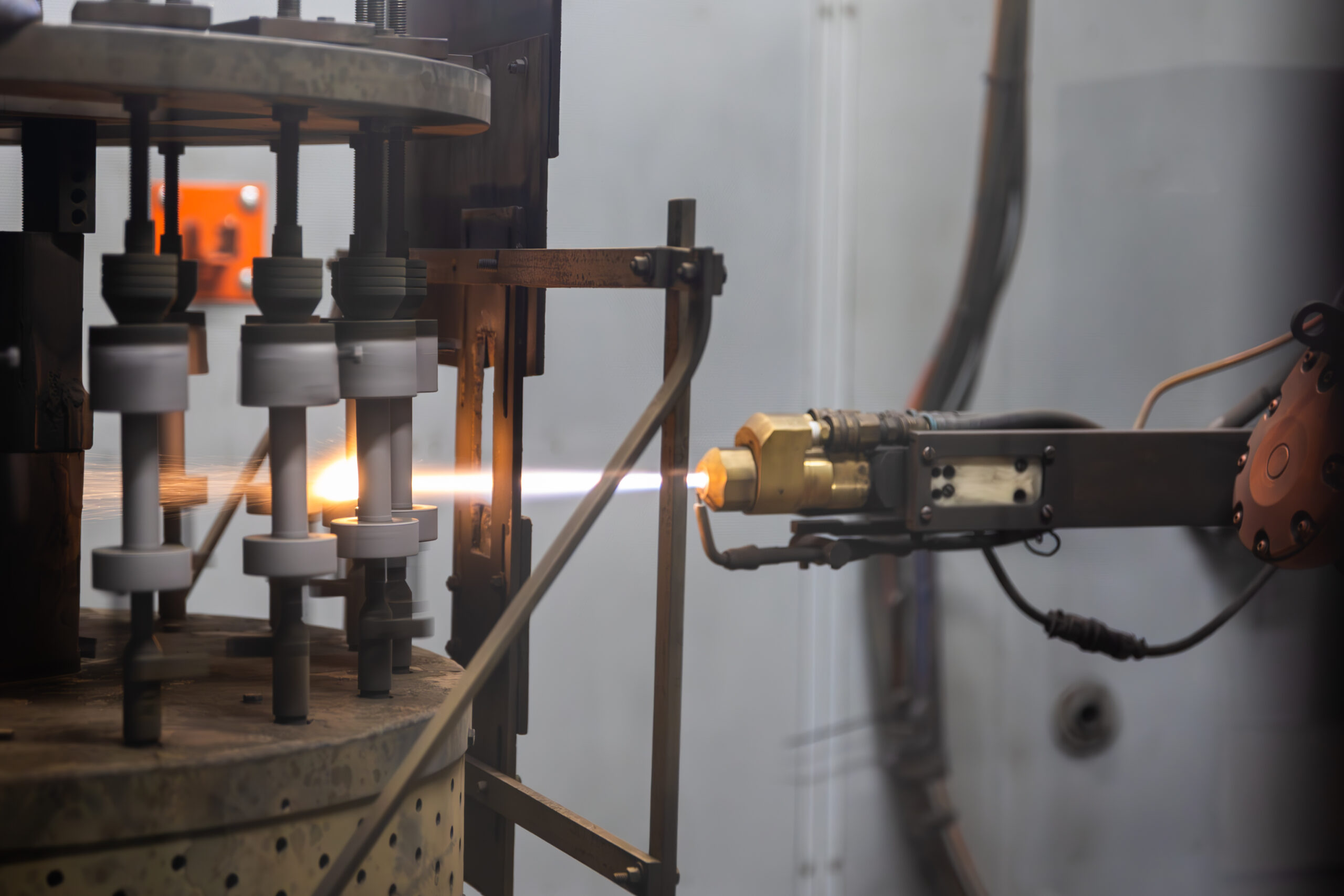
Application
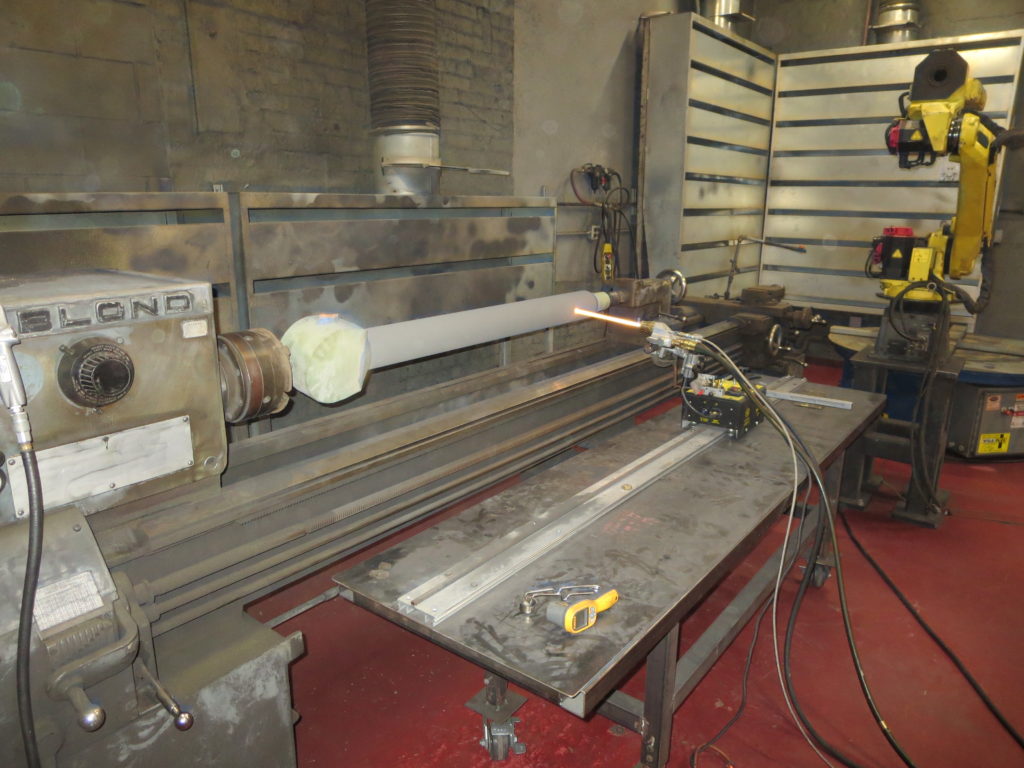
Powdered metal coating enters the combustion chamber through a small nozzle that directs it into the gas stream, propelling it to supersonic speeds at 2,500 feet/second or higher. The particles partially melt into a plasticized state before settling on the substrate.
Post-Coating Finish
Once the coating is applied, it’s ground and buffed to achieve the ideal smoothness and dimensional requirements. We also offer polish and heat treatments to improve bond strength and produce a mirror finish.
Final Inspection
Quality control is essential. We conduct visual inspections, measure coating thickness, and assess porosity. Hale Performance Coatings also offers microstructural analysis to verify optimal adhesion.
Benefits of HVOF Thermal Spray Coatings
Enhanced wear resistance: HVOF coatings are made of carbides, which are strong enough to resist wear in extreme applications. The high-velocity impact of those particles creates a densely packed coating that’s resistant to mechanical abrasion.
Superior corrosion protection: Carbide compounds can withstand physical and chemical corrosion. The particles’ flattened structure creates a secure barrier that protects the substrate from moisture damage, oxidation, and harsh operating conditions.
Low porosity and high bond strength: The particles connect with the substrate surface at supersonic velocity with high kinetic energy. That allows them to interlock upon contact, creating a microstructure with an extremely low porosity of less than 0.5%. Carbides also offer twice the bond strength of chrome alternatives.
Reduced maintenance costs: The durable nature of HVOF coatings reduces the need for maintenance and costly downtime. You can rely on this process to produce long-lasting finishes. That allows you to refurbish your equipment and save yourself the expense of purchasing new parts.
How HVOF Coating Compares to Other Methods
This type of coating is engineered based on the composition of the substrate and your application requirements. HVOF coating is suitable for a wide range of alloys and can be customized to a specific deposit thickness to enhance wear and corrosion resistance.
Compared to plasma, flame, and arc spray coatings, HVOF offers:
- Greater particle velocities
- Higher density application
- Better adhesion due to forceful deposition
- Reduced oxidation
- Smoother, more uniform coatings
Hale Performances Coatings’ HVOF process utilizes green technology for hard chrome replacement that’s approved by the United States Department of Defense. We also use RoHS-compliant materials that limit effluent, hazardous waste streams.
H2: Common Materials for HVOF Coating
You can use a variety of fuels for HVOF coating, including hydrogen, methane, propane, propylene, nitrogen, and natural gas. Metals and alloys selection is based on the substrate composition, fuel, coating thickness, and equipment application.
Common materials include:
Tungsten carbide: At 90 Rc-C, tungsten carbide is one of the hardest materials used for thermal spraying. It features excellent corrosion and wear resistance and can be ground and polished to a diamond finish. It’s an effective choice for cylinders, valves, and pumps.
Chromium carbide: High temperature applications require chromium carbide as it provides oxidation and corrosion resistance up to 1,600⁰ F. It’s best in applications that use thermal cycling.
Cobalt-based alloys: This material provides a unique balance of durability and chemical stability, which is crucial for aggressive operating conditions. It can resist friction damage, making it useful for cutting tools and processing equipment.
Nickel-based alloys: You can customize nickel-based alloys to cultivate specific properties such as lubricity and heat resistance. It’s effective at preventing corrosion and oxidation in compressor parts, seals, and pumps.
Get in Touch
Contact our team to schedule a consultation or request a quote for our HVOF coating service.
FAQs
What are common applications for HVOF thermal spraying?
This type of coating is suitable for various applications in different industries, including manufacturing, aviation, oil and gas, energy generation, automotive, chemical processing, marine, and food processing.
How long does HVOF coating last?
Longevity depends on the coating material, application conditions, thickness, and maintenance. HVOF coatings typically last a few years in aggressive environments.
How hot will the part get during the HVOF/Thermal Spray process?
The part will reach a maximum temperature of 300°F. This is carefully monitored throughout the entire process to ensure precision and safety.
What are the temperature limitations?
Tungsten carbide: Up 1,000⁰ F
Chromium carbide: Up to 1,112⁰ F
Nickel-based alloys: Up to 1,800⁰ F
Cobalt-based alloys: Up to 1,600⁰ F