HVOF – High Velocity Oxygen Fuel

PROCESS DESCRIPTION
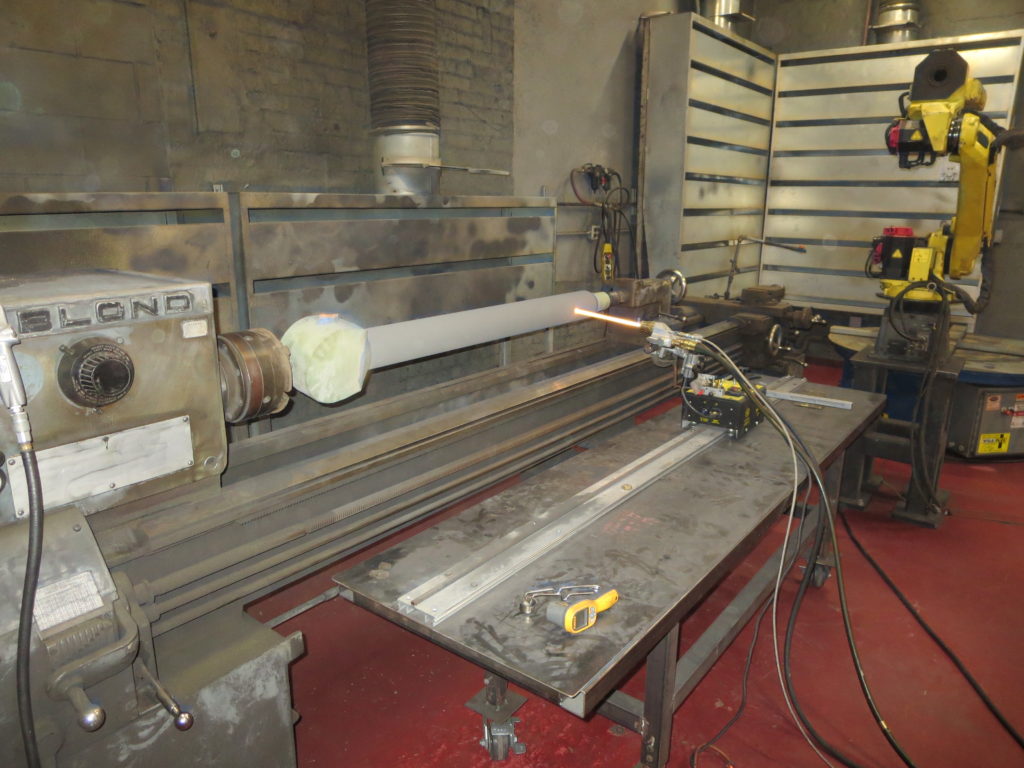
HVOF is a process that utilizes a combustion chamber, nozzles, fuel, oxygen, compressed air, Nitrogen, and a powdered metallic feed stock. This process carries the powder into the combustion chamber through a small diameter nozzle directed into a gas stream. Once the feed stock of choice hits the high pressure gas stream, the metallic particles are propelled to supersonic speeds at 3000 ft/s or above.
The high velocity gas stream along with high temperatures of 4500 to 5500F hits the stream interface transforming the metallic particle into a plasticized state while it passes through and comes in contact with the substrate however, the substrate itself will remain between 300 – 350 F during the process. This causes a partially molten character to the particle rendering it pliable. In conjunction with the plasticized physical state, it becomes imparted with kinetic energy moving towards the substrate.
Kinetic energy equals half the mass of the particle times the square of its velocity (KE = ½ mv2). This is due to the work piece itself typically not exceeding 300 – 350 F. A continuous stream of particles arriving almost simultaneously result in the building up of the coating. This process yields a very dense surface finish with less than 0.5% porosity, low residual stress, high bond strength, excellent corrosion abilities, and high wear resistance.
INTRODUCTION
HVOF is a branch of the Thermal Sprayed Coatings process. HVOF was developed in the 1980’s from these technologies and has formed into what is used in today’s market. The fuels used can be hydrogen, methane, propane, propylene, or natural gas to name a few. Oxygen is introduced to have combustion and compressed air is introduced to assist in the velocity and cooling of the nozzle jacket. Nitrogen is also a gas used for cooling and to carry the feed stock into the gas stream.
Many different metals or alloys of those can be utilized and injected into the combustion to build the coating of choice or application. The build limit can be very high at up to and could exceed .250” thickness.
While the high temperatures exist in and close range to the combustion chamber and nozzles, the process is considered a low temp process. This is due to the work pcs itself typically will not exceed 350F. So many types of substrates can be coated with HVOF to include Iron, Steels, Stainless Steels, Copper and its alloys, and aluminum to name a few but not limited to.
ADVANTAGES
- Controlled deposit with no high current/low current issue
- High Bond strength (Carbides have twice that of chrome)
- Superior corrosion to that of Chrome and far exceeding with some alloys
- Wide range of alloys and deposit thicknesses to choose from for wear, corrosion or both
- RoHS compliant (no mandated or regulated materials)
- Green Process, no effluent, no hazardous waste stream
- Can apply coatings with hardness values up to 90 Rc-c
- Can be post machined/grind (some alloys can only be finished by grinding)
- Masking can be done to not interfere with areas that require no coatings
- Low porosity coatings, less than 0.5% throughout deposit
- Truly an engineered coating based on so many available alloys to choose from that meets your application
- DoD (Department of Defense) approved green technology for Hard Chrome replacement
DEPOSIT PROPERTIES
Some common used alloys and their properties. Please contact a representative for specific application needs and we can better list alloys that may not be listed below.
316 SS
- Hardness is approx. 30-32 Rc-C
- Excellent corrosion protection/ resistance
- Can be ground or machine turned (discuss best approach with a Hale Rep.)(recommended for turning, 150 RPM, .005 feed rate, .006 depth cutting).
- Can be built up to thicknesses .030” or more thickness
420 SS
- Hardness is approx. 55-58 Rc-C
- Excellent corrosion protection/resistance
- Can be ground easily
- Can be built up to thicknesses .080” or more
- Good choice for Hard Chrome replacement, better corrosion properties, easier post grinding, low porosity
Tungsten Carbide
- Superior hardness, approx. 90 Rc-C
- Superior wear resistance (8x that of Hard Chrome)
- Excellent corrosion protection/resistance (10x that of Hard Chrome)
- Can be ground, no post turning/machining is recommended (diamond grinding wheel)
- Can be high polished to diamond finish extremely low Ra
- High wear resistance (8x that of Hard Chrome)
- Extremely dense coating
- Highest bond strength of HVOF coatings
- Can be built up to .020” thickness